

















 189-2315-4326
189-2315-4326News
News
發布(bù)者: www.91(zhōu)環(huán)保 時間:2025/8/14 11:27:55

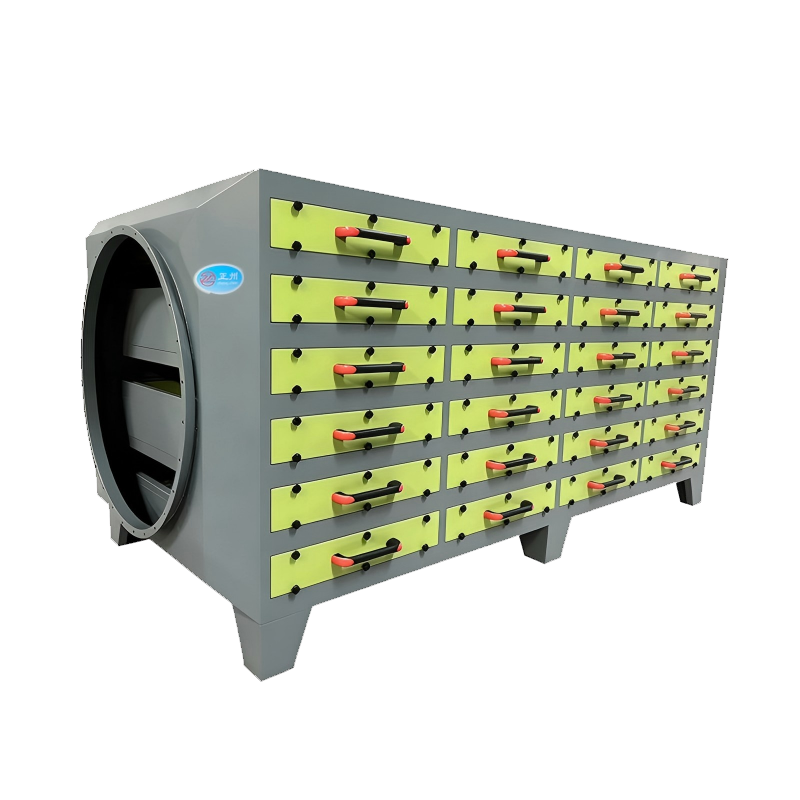
催化燃燒效率(通(tōng)常要求>95%,甚至98%+)受一堆因素牽製,想“穩如(rú)老狗(gǒu)”,就得把這些“坑”都填平、繞開。
效率殺手與(yǔ)維穩(wěn)秘籍:
“原料”不穩(wěn)定——廢氣濃度和成分波動:
坑: 生產工況一變,廢氣濃度忽高忽低(dī)。濃度太低(<200mg/m³),反應放熱不足,床溫維持(chí)困難,效(xiào)率下降;濃度太高,逼近LEL極限,安全係統會稀釋或切(qiē)斷,也可能造成局部過熱損害催化劑。成分突變(如(rú)突然混(hún)入含硫、含矽物料),直接毒害催化劑。
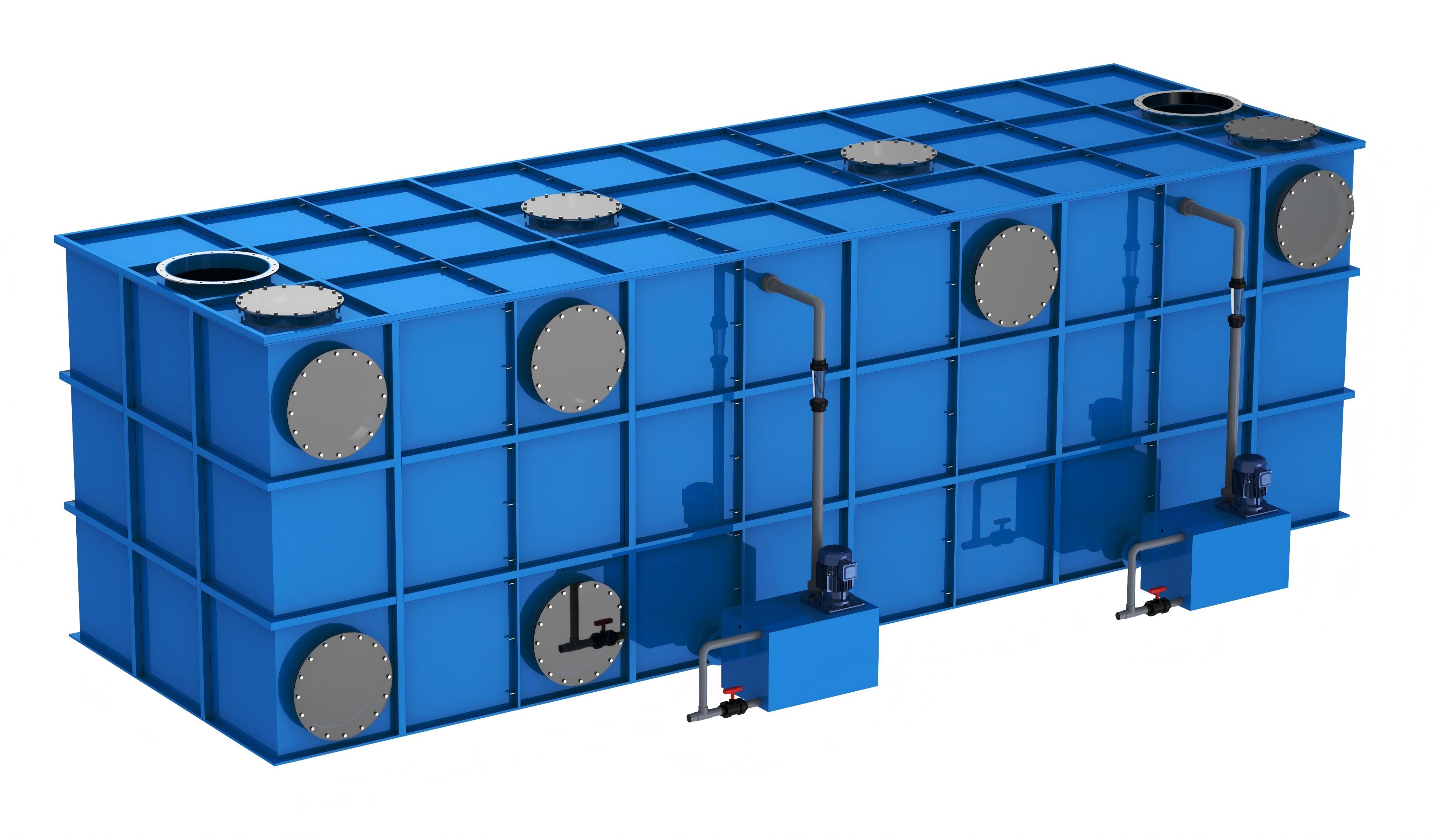
填(tián)坑: 緩衝設計! 入口增(zēng)設足夠容積的緩衝罐/均化室,讓廢氣先“喘口氣”,混合均勻再進(jìn)係統。濃度監測+自適應控製! LEL監(jiān)測和(hé)濃度預測(如有)聯動稀(xī)釋閥和補熱係統,動態調整。嚴控前端工藝! 與生產部門緊密(mì)溝通,了解排產和物料變化,提前預警。成分複雜的廢氣,預處理(吸收、吸附等)或分段收(shōu)集處理是必須的。
“紅(hóng)娘”不給力——催(cuī)化劑失(shī)活: (呼應問題1,但側(cè)重效率影響)
坑(kēng): 中毒(S/P/鹵素(sù)/重金屬)、燒結(長期超溫或溫度劇烈波動)、積(jī)碳/堵塞(油霧、粉塵、高沸點有機物)都會讓催化(huà)劑“躺平”,效率斷(duàn)崖下跌(diē)。
填坑: 前(qián)端預處理是生命線! 高效(xiào)除塵(F7+中效)、除油(靜電/冷凝)、除濕(shī)、脫硫脫鹵(lǔ)(根據需求)。溫度精準控製! 避免超溫,防(fáng)止低溫運行導致不完全燃燒和積碳。定期“體檢”與維護! 監測進(jìn)出口(kǒu)濃(nóng)度、壓差、溫度分布。發現效率下(xià)降,及時(shí)排查原因,必要時離線再(zài)生(高溫煆燒、化學清洗)或更換。選對(duì)催化(huà)劑! 根據廢氣特性選擇抗中(zhōng)毒性強的型號。
“相親環境”不好——溫度、空速、氣(qì)流分布:
坑: 床層溫度低(dī)於(yú)催化劑(jì)起燃(rán)溫度(dù),反應無法有效進行;溫度分布不均(如因氣流分布差),局部低溫區效率低。設計空速過高,廢氣與催化劑接觸時間太短,“紅娘”來不及撮合就跑(pǎo)了。氣流分布不均,部(bù)分區域“過載”,部分區域“閑置”。
填坑: 精確控溫(wēn)與監測! 保證入口廢氣預熱溫度達到要求,床層溫度在最佳窗口(kǒu)(通常高(gāo)於起燃溫度20-50°C)。多點測溫,確保均勻。合(hé)理(lǐ)設計空速! 基於小試和工(gōng)程經驗確定,通常15000-30000 h⁻¹。風量變化大時,變頻風機調節。氣流均布設計! 入口設氣體分布器(多孔板/導流(liú)葉片(piàn)),保(bǎo)證廢氣均勻通過整個催化劑截麵。定期檢查分布器是否堵塞變形。
“硬件老化”——設備狀態下滑:
坑: 換(huàn)熱器結垢堵塞,熱回收效率下降,導致補熱能耗增加,甚至影響預熱溫度。保溫(wēn)破損,熱量散(sàn)失(shī)。閥門內漏,影響濃度(dù)控製和安全。
填坑(kēng): 定期維護保養! 清洗換(huàn)熱器(qì)(化(huà)學或物理(lǐ)),檢(jiǎn)查更換破損(sǔn)保溫,校驗關鍵閥門(尤(yóu)其是安全聯鎖閥)的密封性。建立預防性維護計劃。
老板心得: 穩定達標=好設計(緩衝、均布(bù)、控溫)+好硬件(催化劑、閥門、儀表(biǎo))+好預處理(深度淨化廢氣)+好運維(監測、保養、巡檢)+好管理(與生產聯(lián)動)。別輕信(xìn)“保證達標”的(de)銷售話術,要看詳細設計方案、同類型廢氣業績和運維指導。自己手(shǒu)裏要有監測數據(最好在線(xiàn)),心裏才有底!

 首頁
首頁


